Courtesy of Spiggytech
Today we're going to examine replacing the PTFE tube inside your AnkerMake M5. You'll notice that you get a spare in the tool box, and that you may have more with a spare hot end with a Kickstarter Bundle. Some times that's not enough and you need to replace the tube. Or maybe you have the Capricorn brand and want a small upgrade. In some instances, the original tube is actually a little too short and does not complete a seal in your printer. To avoid risking a filament blowout, this tool is for you.
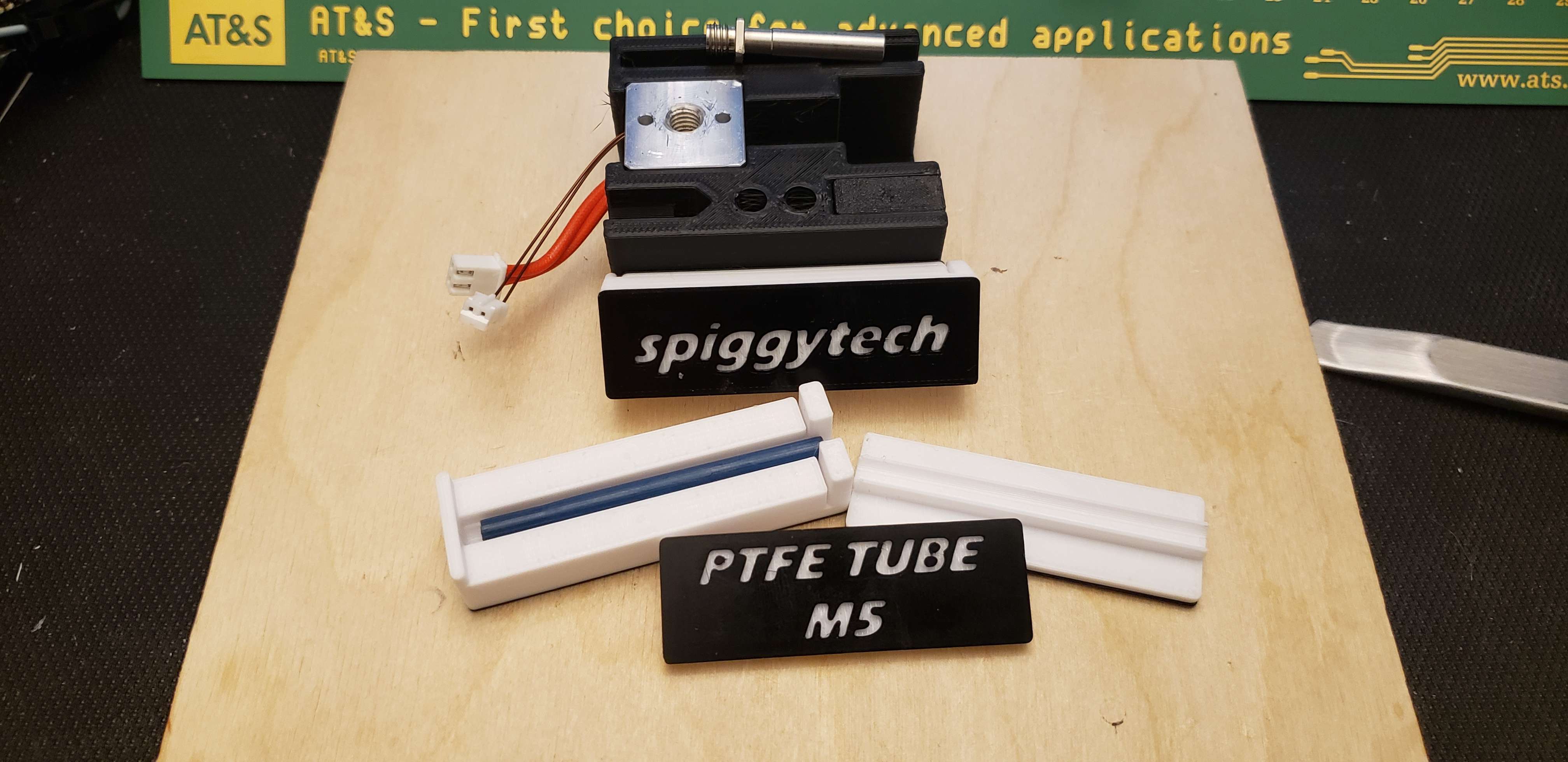
For this guide, you will need the following:
- Your favorite PTFE tubing, mine is Capricorn
- A Snap Knife
- And the Capricorn/PTFE Cutting Tool 53.80mm*
You may also need the following to verify the length:
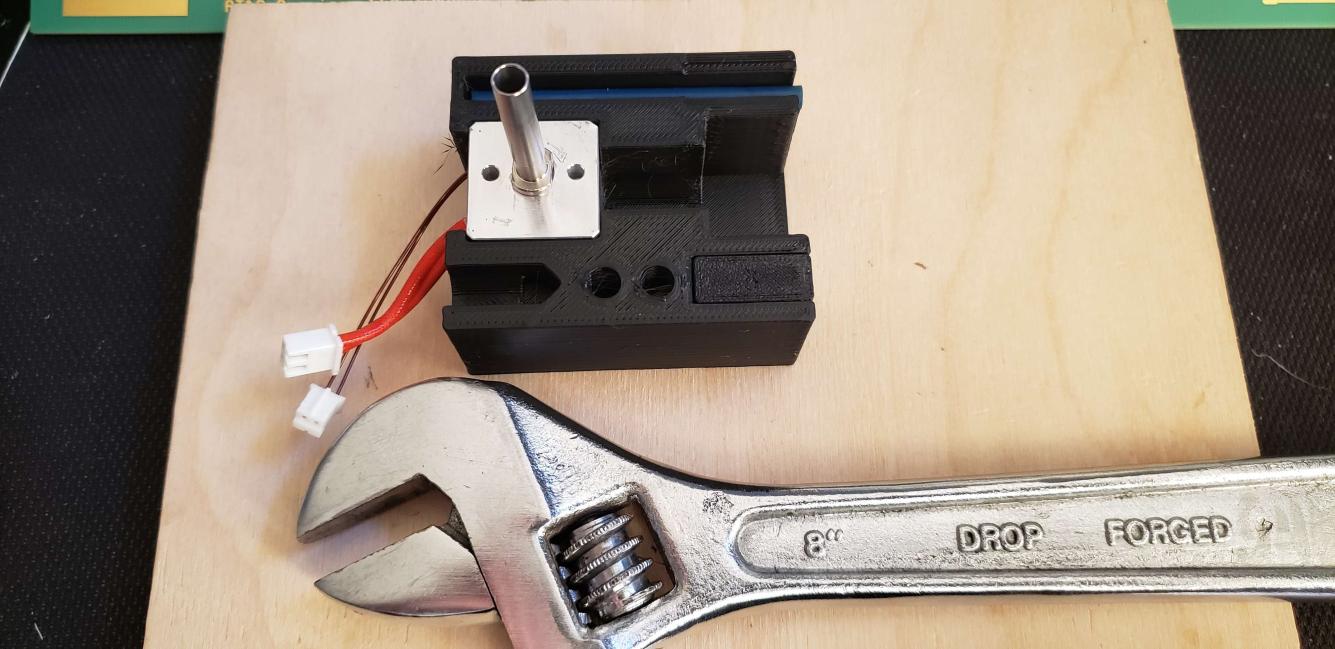
- The Hot End Service Tool Block
- A 6mm (or adjustable crescent) wrench. I find the tiny 6mm wrenches fairly useless. Not enough leverage.
Let's Start!
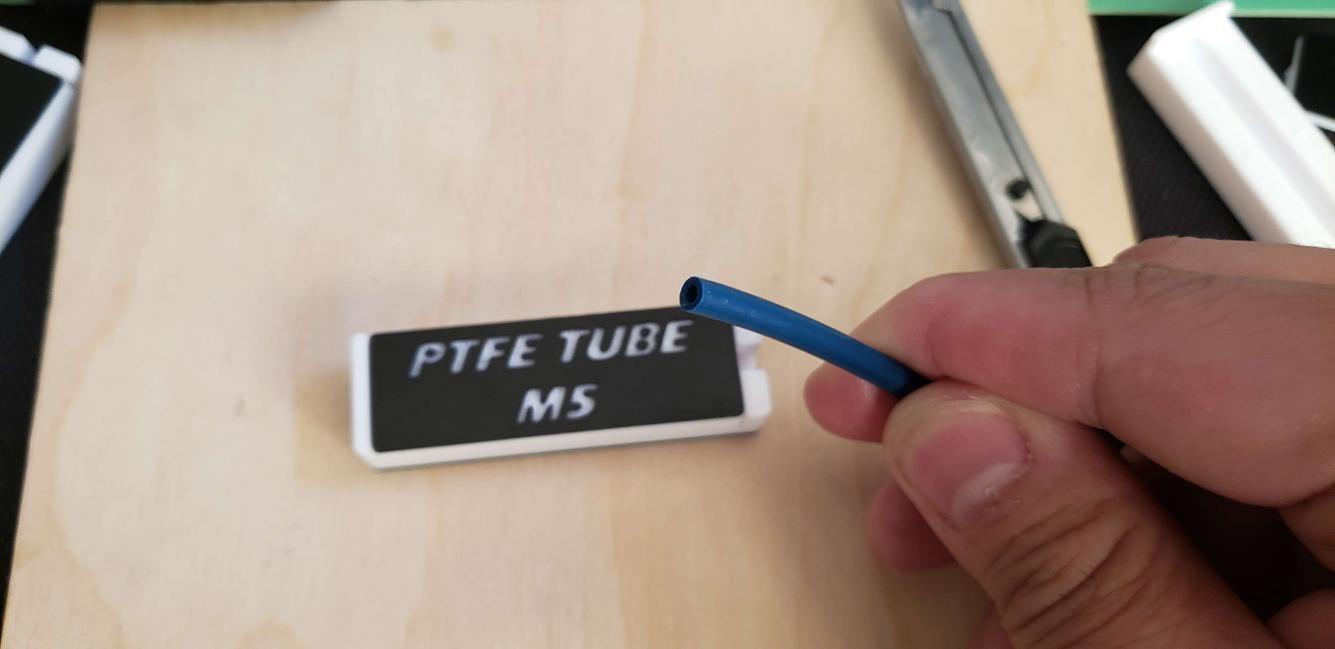
You'll notice the ends aren't always squared. That's a problem.
Can't have that in our printer. I recommend cutting it

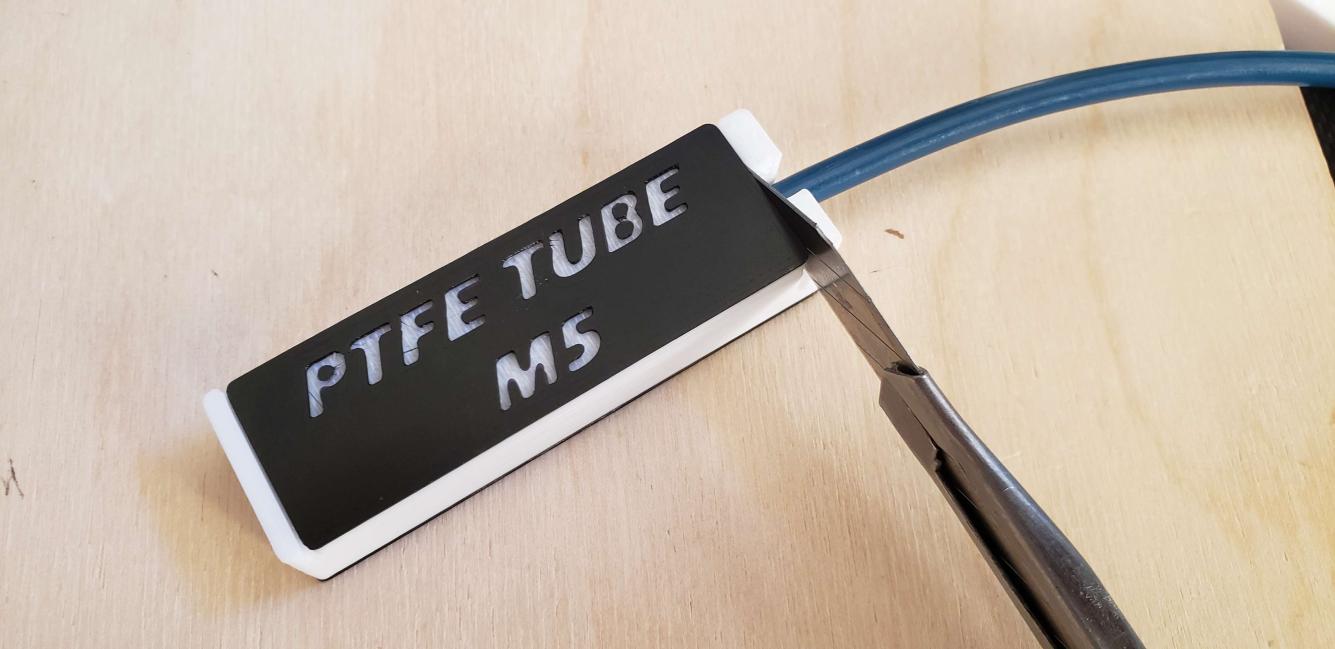
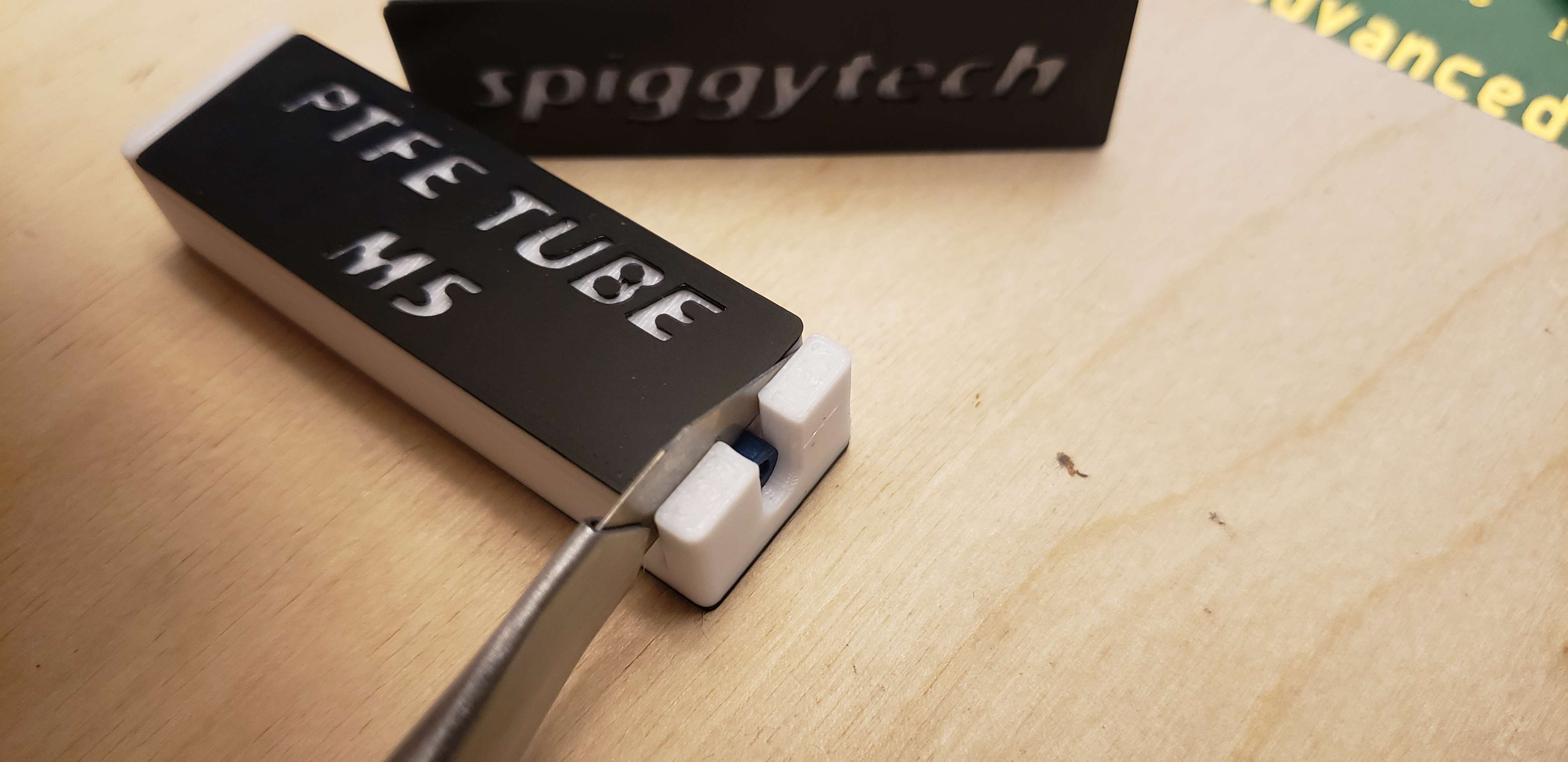
You can do that by laying the tip in the guillotine, and putting the cap on.

I recommend using a snap knife for the procedure. You can put your thumb on the cap to keep it secure. The cap is designed to extend further into the tool, allowing it to secure the PTFE tube better. I designed the tool with 9mm snap razors in mind, but you should be able to get away with an xacto. While holding the tool, make sure you press down the blade in one swift motion. Do not cut in a “sawing” motion as that will not give you a square edge.
Should be nice, clean, and square
Then you fully insert the tube to the end

cap and cut. Remember to hold the cap! The cutter is designed to compress on the PTFE tube to reduce movement
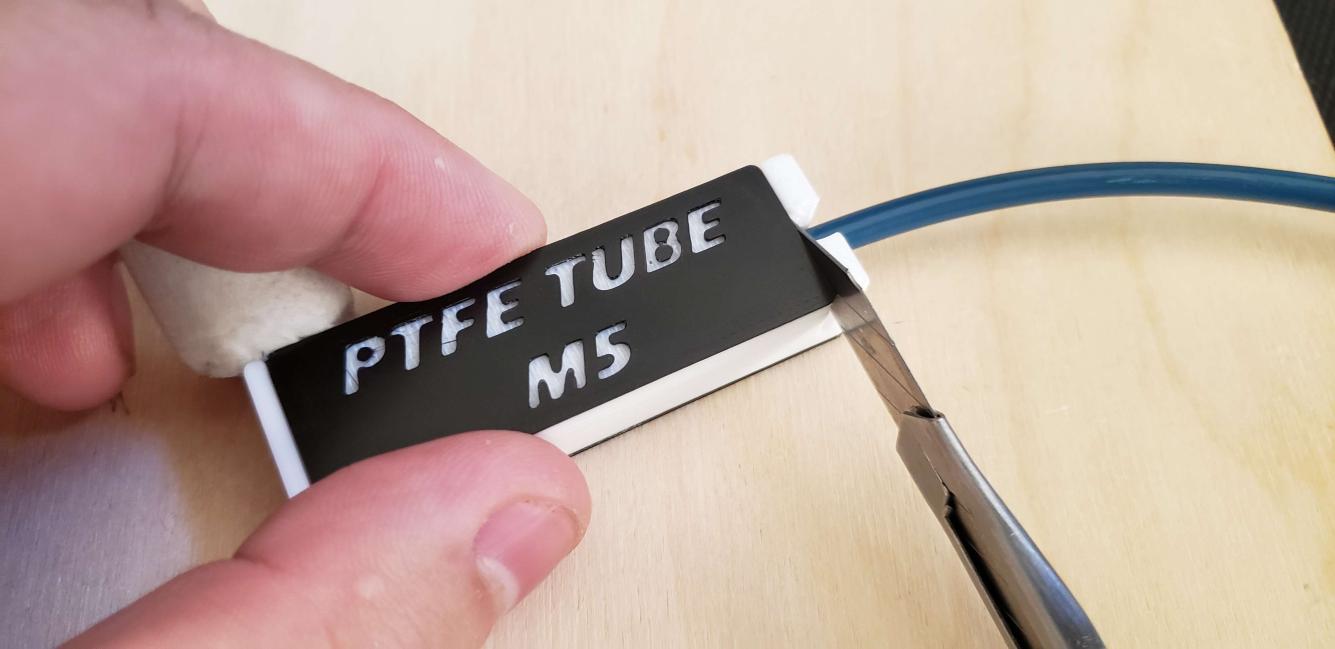
And that should give you a square cut PTFE

Measuring the PTFE:
Dismount the hot end from your printer, remove the silicone sock. That means to extract your filament too. Be careful as the sock can be fragile. Exercise extreme caution if the printer is hot. Let it cool off before we do this.
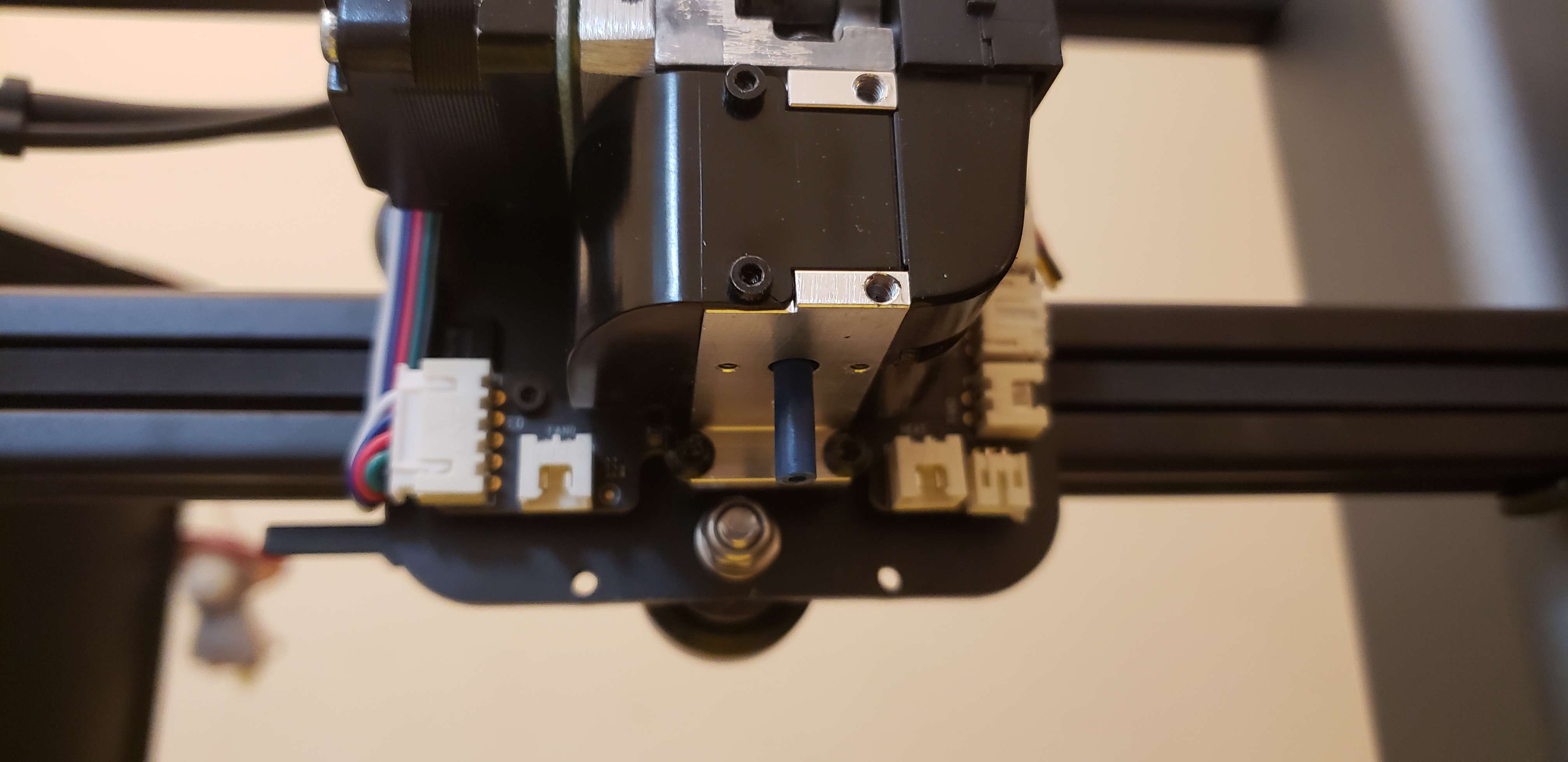
Insert the hot end into hot end service tool block. Be Careful! Watch for your wires. It's ok to insert the hot end block with the nozzle, there's a recess to accommodate it.
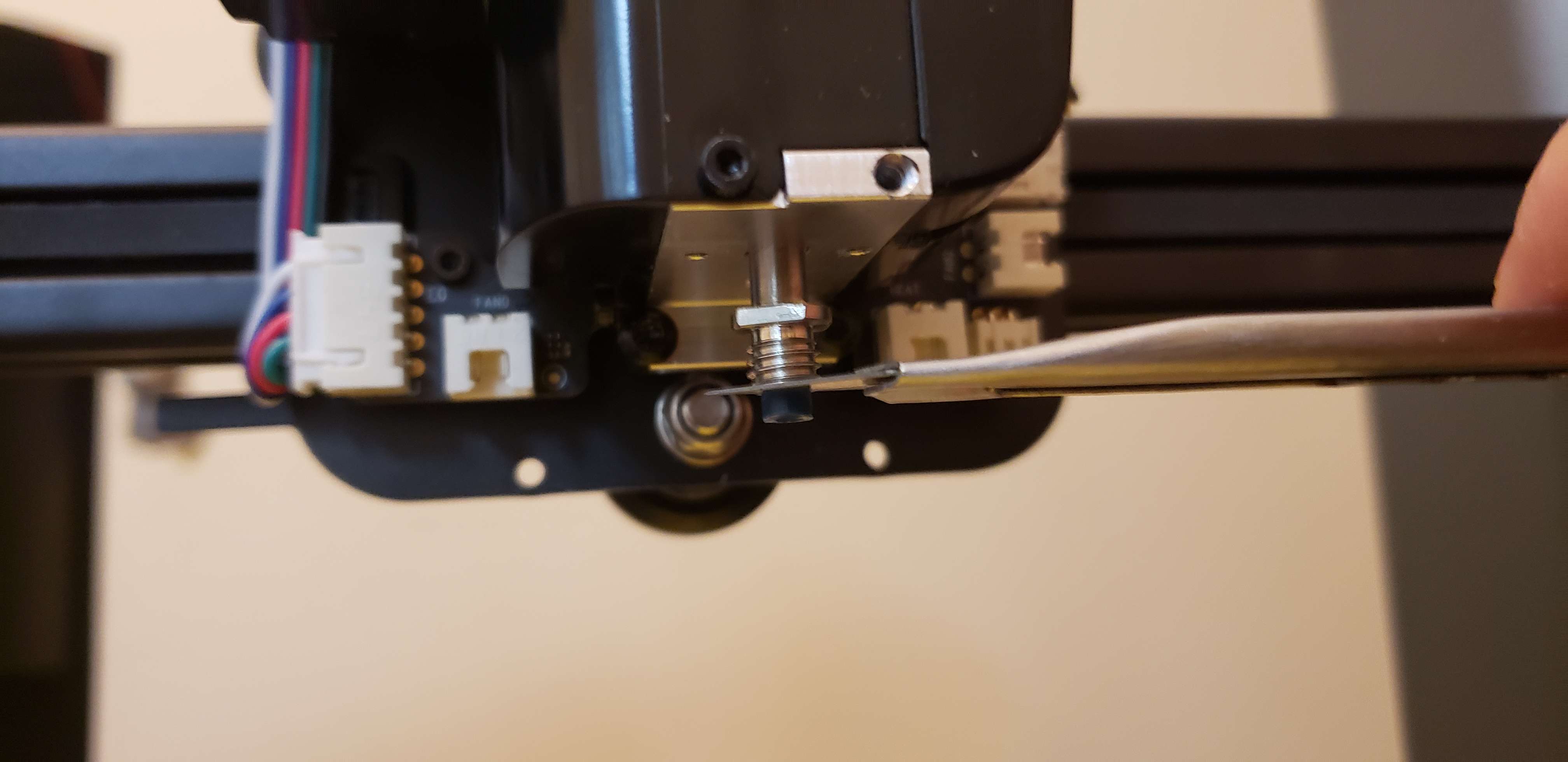
Use the wrench to remove the metal tube. That's your heat break. You need this to test the tool length.

You may notice some overflow, or even backflow of filament crawling up the sides of the heat break and stopping the PTFE. This is a sign you had leakage. Good thing we caught this. You'll need to clean out the heat break. I do this by holding it with pliers and warming up the heat break with a heatgun. Then apply a cotton bud to try to get the melted filament. Clean is good. **

Insert the PTFE segment that you just cut into the extruder assembly. It doesn't always stay, sometimes it will fall out.
Slip the heat break over the PTFE. Since the PTFE is longer, it should stick out of the heat break
DO NOT CUT IT HERE! Take your snap razor and mark the PTFE tube. Don't cut, just notch mark it so you can see it
Pop the PTFE back into the cutting tool, line up the notch to the guillotine.

Put the top back onto the cutting tool, hold down, and nip the extra.
Congrats! You're done.
Some notes:
*I know the cut end seems arbitrary. I put a tool into my own extruder and found the length to be really long. Like 53.80mm long. Most folks are ballpark around 52.50-53.20mm in length. My guess is Anker has some tolerances here. Not a biggie. If you guys want me to make one at 53.00mm flat or whatever custom distance, feel free to ask.
**I added a segment about cleaning the heat break, That's an additional issue and indication of filament leakage. If you have that, good thing we caught it as you can risk a blowout that will clog the machine.